

หินเจียรสีเขียว GC 6″x1″ 100K SUMO
Original price was: 290.00 บาท.230.00 บาทCurrent price is: 230.00 บาท.
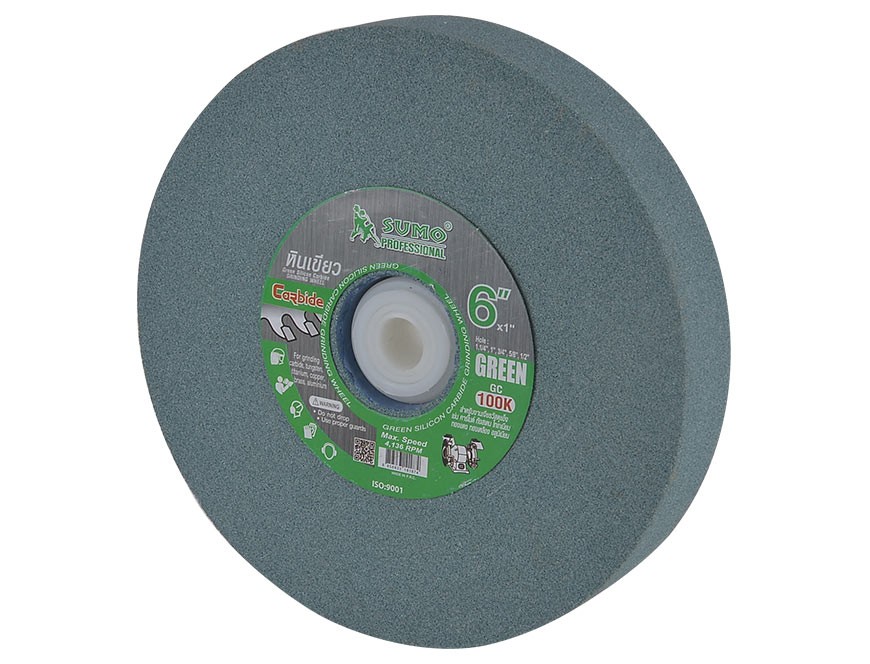
หินเจียรสีเขียว GC 6"x1" 100K SUMO
- หินเขียว GC 6”x1” (1-1/4”,1",3/4",5/8”,1/2”) 100K
- มีความแข็งกว่าอลูเนียมออกไซด์เล็กน้อย ทนทานกว่า เหมาะกับงานแข็งพิเศษ
- หินเจียรเหล็ก 6 นิ้ว หนา 1 นิ้ว
- ความเร็วรอบสูงสุด (Max Speed) : 4,136 RPM
- เส้นผ่าศูนย์กลาง (Diameter) : 6 นิ้ว
- ความหนา (Thickness) : 1 นิ้ว
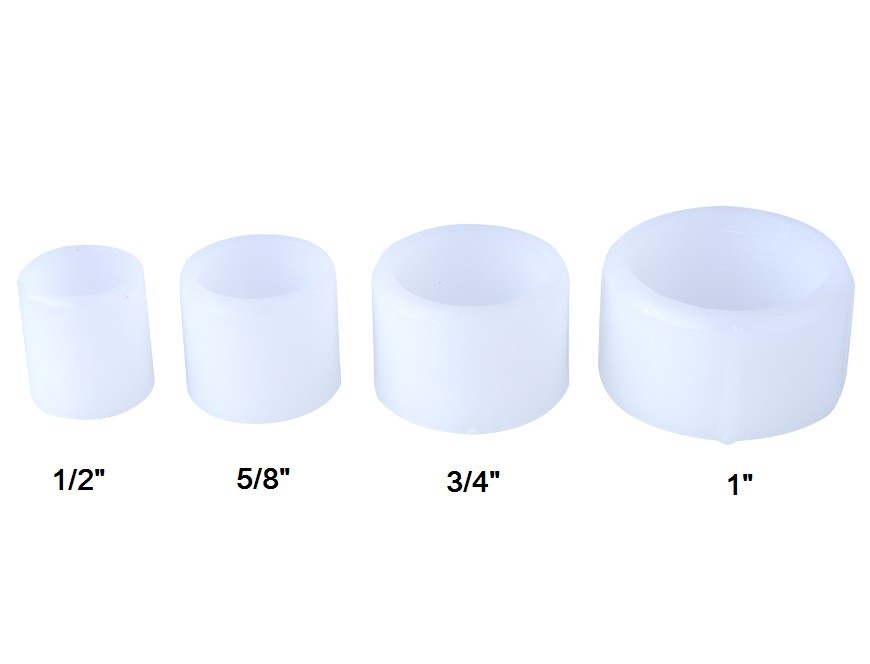
- เจาะ (Bore) : 1-1/4",1",3/4",5/8",1/2" H

สนใจสอบถามเพิ่มเติม
รายละเอียดเพิ่มเติม
หินเจียรสีเขียว GC 6″x1″ (1-1/4”,1″,3/4”,5/8″,1/2”) 100K
Grinding Wheel GC 6″x1″ (1-1/4″,1″,3/4″,5/8″,1/2″) 100K
เกรดของหินในกระบวนการผลิตต่างๆ
- A-F ใช้กับคาร์ไบต์ และเหล็กกล้าเครื่องมือที่แข็งมากๆ (Extremely Hard Tool Steel) วัสดุแก้วและกระจก งานเจียรนัย ที่มีพื้นที่ผิวสัมผัสกับหินเจียรนัยมากงานที่ต้องการเจียรนัย เอาเนื้อชิ้นงานออกอย่างรวดเร็ว
- G-F ใช้กับเหล็กกล้าเครื่องมือชุบแข็งทั่วไป (Hardened Tool Steel)
- Q-S ใช้กับชิ้นงานโลหะที่ไม่ใช่เหล็ก งานเจียรนัยเหล็กที่มีพื้นที่ผิวสัมผัสแคบ ซึ่งหินเจียรนียมักแตกหักหรือสึกง่าย งานเจียรนัยใช้กำลังมาก
- T-Z ใช้กับโลหะที่ไม่ใช่เหล็กและมีเนื้อนิ่มมากหรืองานที่ต้องใช้ความเร็วรอบสูงมาก
เกรดของหิน
- soft (นิ่ม) หมายถึงส่วนผสมของตัวประสาน (Bond) น้อยจะส่งผลทำให้หินนิ่มถ้ากาวน้อยและเม็ดหินอยู่ห่างกัน เวลาใช้งานเม็กหินจะหลุดออดได้ง่าย
- Hard (แข็ง) หมายถึงส่วนผสมของตัวประสาน (Bond) จะมากส่งผลทำให้หินแข็ง
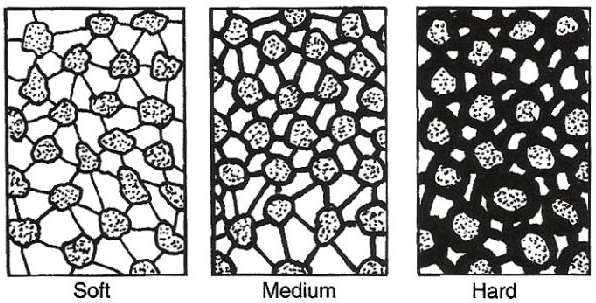
โครงสร้างหิน
- ลักษณะช่องว่างระหว่างผงขัดที่ยึดติดบนหินเจียรถ้ามีช่องว่างน้อยๆเรียกกว่า Dense structure ถ้าอยู่ห่างกันเรียกว่า Open Structure
- Dense structure เหมาะกับการเจียระไนที่ต้องการผิวที่มีความละเอียดมาก
- Open structure เหมาะกับการเจียระไนที่ต้องการให้เศษหลุดออกง่าย
กาวที่ใช้ยึดติด
- METAL BOND แข็งที่สุด อายุใช้งานยาว ทำงานเร็ว เปลี่ยนรูป ยากแก่การปรับแต่งหิน
- RESIN BOND อายุการใช้งานกลาง การทำงานเร็ว เปลี่ยนรูป ปรับแต่งหน้าง่ายสามารถใช้ขัดมันได้
เหมาะสำหรับ
- ใช้งานขัดประเภทวัสดุแข็ง คาร์ไบด์ ทังสเตน ไทเทเนี่ยม ทองแดง ทองเหลือง อลูมิเนียม และ อโลหะ
วิธีใช้
- ใช้กับเครื่องมอเตอร์หินไฟ
ขนาดรู
คำแนะนำ
- ตรวจสอบโดยการเคาะฟังเสียงเคาะรอบๆหินเจียรเบาๆด้วยไม้แข็ง แล้วฟังเสียง ถ้ามีเสียงก้องคล้ายเสียงเคาะเหล็ก แสดงว่าหินเจียรไม่มีรอยแตกร้าว แต่ถ้าเสียงไม่ก้องอาจจะเกิดจากรอยแตกร้าว
- การประกอบหินเจียรเข้ากีบหน้าจานของเครื่อง ควรยึดจานด้านในให้แน่น โดยใช้ลิ่มช่วยในการยึดและหน้าจานจะต้องร่วมศูนย์กับเพลา (Spindle) ของเครื่อง เส้นผ่านศูนย์กลางของรูกลางของหินเจียรควรโตกว่าเพลาเล็กน้อย กรณีหน้าจารโตมากๆควรมีส่วนเว้าของหน้าจานด้านที่ประกบกับหิน ส่วนของหน้าจานที่สัมผัสกับหินเจียรควรเสริมด้วยกระดาษหรือแผ่นยางบางๆ ขนาดของหน้าจานทั้งสองข้างควรมีขนาดเท่ากัน
- ถ่วงหิน ถ้าหินที่มีขนาดโตควรทำการถ่วงหิน (Balancing) หินเจียรก่อนทุกครั้ง
- ทดสอบการหมุน หลังจากประกอบหินเจียรเข้ากับเครื่อง ก่อนทำการเจียรชิ้นงานควรทดสอบการหมุนของหินเจียรที่มีความเร็วรอบปกติประมาณ 3 นาที และ ไม่ควรยืนตรงหน้าหินเจียรที่กำลังหมุน
- การเก็บรักษา ควรเก็บรักษาหินเจียรไว้ในที่ที่ไม่โดนน้ำมัน น้ำ ฝุ่นละออง และไม่ให้หินเจียรสัมผัสโดยตรงกับความร้อน
คำเตือน
- ควรเคลื่อนย้ายหินเจียรด้วยความระมัดระวัง ไม่ควรให้หล่น กระแทกกับของแข็งหรือของมีคม
- ควรตรวจสอบหินเจียรว่ามีรอยร้างหรือไม่ก่อนใช้งาน
- ควรตรวจสอบความเร็วรอบของเครื่องว่าเหมาะสมกับหินเจียรหรือไม่
- ไม่ควรติดตั้งหินเจียรโดยการฝืน หรือดัดแปลงขนาดรูกลาง
- ควรตั้งระยะระหว่างชิ้นงานกับหินเจียรให้เหมาะสม ไม่ควรห่างเกิด1/8″
- ควรมีฝาครอบควรห่างจากหินเจียรป้องกันการแตกกระจายของหิน ฝาครอบควรมีช่องเปิดสำหรับหินเจียร
- ฝาครอบควรห่างจากหินเจียรเกิน 1 นิ้ว หรือเกือบ หรือเกือบ 1 นิ้ว และควรเปิดลิ้นช่องหินให้เหมาะสม
- ไม่ควรใช้ด้านข้างของหินเจียร เพราะอาจจะทำให้หินแตกได้
- ควรเลือกใช้หินเจียรให้ถูกต้องเหมาะสมกับวัสดุที่ต้องการเจียร
- ควรเลือกใช้หินเจียรกับเครื่องจักรที่มสภาพดี พร้อมใช้งาน
- ควรใช้อุปกรณ์ป้องกันตา ระบบหายใจ และ ปฏิบัติงานด้วยความระมัดระวัง

ความหยาบของเม็ดทราย
หยาบ (Coarse) |
8,10,12,14,16,20,24 |
ปานกลาง (Medium) |
30,35,46,54,60 |
ละเอียด (Fine) |
80,100,120,150,180 |
ละเอียดมาก (Very Fine) |
220,240,280,320,400,600 |
การแบ่งเกรดจาก A-Z (A คือเกรดนิ่มสุด จนถึง Z เกรดแข็งที่สุด)
soft (นิ่ม) |
B,D,E,F,G,H |
Medium (ปานกลาง) |
I,J,K,L,M,N,O,P |
Hard (แข็ง) |
Q,R,S,T,U,V,W,X,Y,Z |

สินค้าที่เกี่ยวข้อง

หินเจียรสีขาว WA 8″x3/4″ 60K SUMO
Original price was: 330.00 บาท.264.00 บาทCurrent price is: 264.00 บาท.

หินเจียรสีเทา A 5″x3/4″ 46P SUMO
Original price was: 150.00 บาท.120.00 บาทCurrent price is: 120.00 บาท.

หินเจียรสีเทา A 10″x1″ 46L SUMO
Original price was: 625.00 บาท.500.00 บาทCurrent price is: 500.00 บาท.

หินเจียรสีขาว WA 6″x3/4″ 46K SUMO
Original price was: 200.00 บาท.160.00 บาทCurrent price is: 160.00 บาท.

หินเจียรสีเขียว GC 8″x1/2″ 100K SUMO
Original price was: 330.00 บาท.260.00 บาทCurrent price is: 260.00 บาท.

Bosch
Eibenstock

Jasic

Stanley

Makita
